Die flexible Lösung für Ihr Projekt – Streckmetall in Bestform!
Streckmetall 100 % Made in Germany
Nachhaltig ressourcenschonend seit über 100 Jahren

Herstellungsverfahren
Wie Streckmetall produziert wird
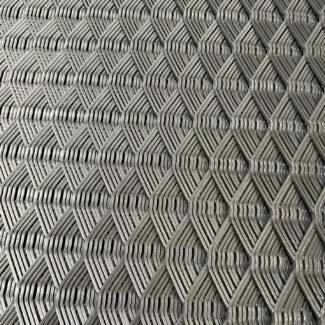
Die Herstellung von Streckgitter erfolgt in mehreren Schritten. Zunächst werden Metallplatten oder Coils aus Stahl, Aluminium, Edelstahl oder anderen Metallen in der gewünschten Dicke und Breite ausgewählt.
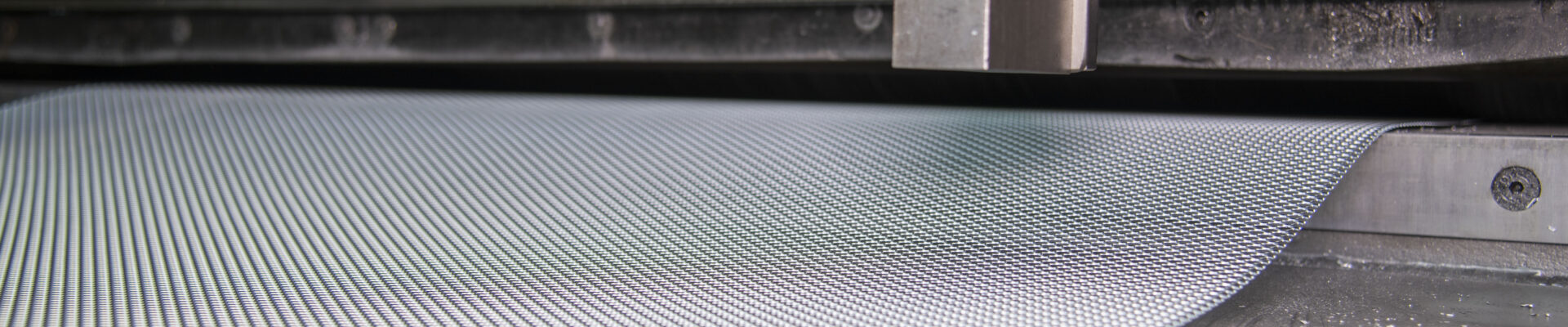
Im nächsten Schritt wird das Rohmaterial in die Maschine eingespannt, wobei dann ein Messer das Blech in Querrichtung einschneidet und gleichzeitig streckt. Durch den gleichmäßigen Vorschub wird so das Material gleichmäßig verlängert und das Streckgitter entsteht. So kann die Fläche des Rohmaterials um ein Vielfaches vergrößert werden.